Pada artikel kali ini saya memasukkan rangkuman saya terhadap cara membentuk alur dalam laras (rifling). Perkenalan saya sendiri terhadap keberadaan alur dalam laras terjadi saat saya mendapatkan kuliah mengenai forensik. Dan saya saat itu benar-benar kagum bagaimana caranya membuat peluru dapat berputar saat melaju. Dan saya kagum bagaimana caranya bisa membuat alur berbentuk spiral dalam suatu silinder yang sangat sempit untuk sebuah jari dapat masuk ke dalamnya. Saya waktu itu sempat berimajinasi kalau ada sekumpulan peri kecil yang memahat bagian dalam silinder sebuah laras.
Laras beralur pada awalnya ditemukan di Ausburg, Jerman pada akhir abad ke-15. Laras beralur baru populer dan menjadi barang umum pada pertengahan abad ke-19. Sebelum kelahiran laras beralur ini, sebuah peluru yang saat itu berbentuk bola dilontarkan melalui laras yang tidak beralur (smoothbore). Penggunaan laras beralur memberi banyak peningkatan terhadap akurasi, terutama pada jarak tembak yang jauh.
Pada gun drill, bahan yang akan dilubangi (batang as) akan berputar sedangkan mata bornya dalam keadaan diam. Dan pada mata bor sering disertakan dengan saluran yang memompakan minyak bertekanan yang berfungsi untuk memberi pelumasan dan pendinginan pada bagian yang bergesekan.
Reamer sendiri adalah suatu alat berputar yang digunakan untuk memperbesar dan memperhalus lubang yang telah ada sehingga mendapatkan dimensi yang lebih akurat. Reamer biasanya digunakan dengan mesin bubut.
Pembagian Metoda Pembentukan Laras
Berdasarkan arah sumber kekuatan yang membentuk alur, maka pembentukan alur dapat dibagi menjadi dua. Yaitu:
Berikut ini beberapa rangkuman yang saya peroleh dari pencarian saya.
Membentuk dari Dalam
Membentuk dari dalam berarti kekuatan yang digunakan untuk membentuk alur berasal dari permukaan dalam silinder. Beberapa metoda yang dipergunakan untuk membentuk alur dari dalam diterangkan dalam catatan di bawah ini.
Cut Rifling
Sesuai dengan namanya, maka metoda ini menggunakan pisau yang dinamakan hook cutter untuk memotong permukaan dalam silinder. Pisau yang ditempatkan dalam suatu pemegang khusus yang dinamakan cutter box akan berjalan di permukaan dalam laras untuk kemudian memotong dengan secara bertahap di berbagai sudut silinder dan semakin dalam. Proses ini sendiri dikatakan sangat lama dan membutuhkan peralatan yang sangat mahal. Sebuah cutter akan memotong sedalam sekitar 0.002-0.005 mm dalam sekali jalan. Namun keuntungannya hasil yang didapatkan sangat halus, presisi, dan tidak menyebabkan stress pada logam. Diketahui stress pada metal dapat menyebabkan kerusakan dini terutama pada suhu yang tinggi. Namun pada senapan angin di mana tidak terjadi panas akibat pembakaran gas, hal ini tidak menjadi masalah.
Metoda pembuatan laras ini dikatakan yang paling tua. Pada awalnya proses ini dilakukan secara manual. Namun pada akhir abad ke-19 sampai awal abad ke-20, banyak alat-alat dikembangkan untuk proses ini. Salah satu alat yang legendaris untuk proses ini adalah alat yang dikembangkan oleh perusahaan pembuat pesawat terbang di US, yaitu: Pratt & Whitney; dinamakan Pratt & Whitney Sine Bar Cutter.
Pada alat ini digunakan batang menyilang (sine bar) yang berguna sebagai rel bagi cutter untuk berotasi sesuai twist yang diharapkan. Alat ini walaupun dapat menghasilkan laras berkualitas istimewa, namun membutuhkan waktu yang sangat lama sehingga tidak cocok untuk produksi massal. Lagipula dibutuhkan operator yang sangat berpengalaman untuk mengoprasikan alat ini dan melakukan perawatan seperti membuat pisau hook cutter dan mengganti cutter box-nya. Dikatakan bahwa metoda ini walaupun menghasilkan laras yang sangat akurat, namun ketahanannya kurang baik. Di samping itu, pada akhir proses dihasilkan banyak serpihan logam sehingga proses pemolesan (lapping) sangat diperlukan.
Beberapa produsen laras yang terkenal dengan metoda ini seperti Lilja dan Krieger yang keduanya berasal dari US. Sangat jarang menemukan produsen yang menggunakan metoda ini untuk laras kaliber 4.5 mm.
Berbagai video yang dapat disimak untuk memelajari proses ini yaitu:
http://www.youtube.com/watch?v=L_yemjfgkE0
http://www.youtube.com/watch?v=kvnKSfDUCWY
Broach Rifling
Broach rifling bekerja dengan prinsip memotong dan mengikis seperti pada cut rifling. Namun pada broach rifling, mata pisau yang digunakan sangat banyak sehingga dapat memotong lebih cepat dari metoda cut rifling satu titik yang konvensional. Suatu broach adalah suatu alat panjang dengan beberapa elemen pemotong di dalamnya. Pisau pemotong disusun memanjang, di mana bagian ujungnya sedikit lebih kecil dari pada bagian pangkalnya.
Alat ini dapat ditarik maupun didorong sepanjang bagian dalam laras yang hendak dibentuk. Suatu broach akan ditarik/didorong lalu diputar dengan ratio putar tertentu sesuai twist rate yang dikehendaki.
Metoda ini ditemukan sekitar tahun 1850-an. Saat ini metoda ini masih dianggap kompetitif dengan metoda pembentukan laras modern lainnya dalam menghasilkan laras yang berkualitas baik dalam waktu yang relatif singkat. Laras dapat dibentuk dalam sekali lewat dengan kualitas setara cut rifling.
Alat broach sendiri sebenarnya terdiri dari beberapa keping pemotong yang disekat dalam jarak yang sama dalam suatu batang as. Keping piringan pemotong disusun berurutan di mana bagian ujung sedikit lebih kecil dari pada bagian pangkal. Bagian pangkal berukuran sama dengan diameter groove yang diinginkan. Karena konfigurasinya ini maka alat ini disebut juga sebagai gang-broach.
Kelemahan metoda ini adalah rumitnya pembuatan dan perawatan broach. Lagi pula, suatu broach hanya dapat menghasilkan alur laras yang spesifik pada kaliber yang spesifik. Tidak seperti cut rifling yang dapat secara fleksibel menghasilkan berbagai jumlah alur pada kaliber yang berbeda-beda. Kelemahan yang sama dengan cut rifling pada ketahanan dan banyaknya serpihan logam pengotor juga ditemukan pada metoda ini.
Video yang dapat menjelaskan proses ini dapat disimak di tautan ini:
http://www.youtube.com/watch?v=j0ka827PpcQ
Button Rifling
Metoda pembentukan laras ini merupakan metoda yang paling populer saat ini. Awalnya diperkenalkan pada akhir abad ke-19 dan baru disempurnakan pada perang dunia ke-II sekitar tahun 1940-an. Salah satu pelopor yang berhasil mempopulerkan metoda ini adalah Remington Company. Perusahaan lain yang menggunakan metoda ini adalah Lothar Walther dan Anschutz.
Metoda ini dikatakan cepat menghasilkan alur laras dan mudah dalam perawatan dan pembuatan peralatannya (khususnya komponen utamanya yaitu button). Dikatakan dengan peralatan yang baik, sebuah mesin button rifling dapat menghasilkan alur laras kurang dari satu menit. Bahkan metoda ini banyak digunakan di pengrajin laras senapan di Cipacing dengan berbagai modifikasi, khususnya dengan keterbatasan materi button dan pengadaan peralatan hidraulik.
Pada prinsipnya, alur laras dibentuk dengan metoda ini dengan cara mendorong atau menarik button dalam permukaan dalam silinder. Button sendiri bertindak sebagai cetak negatif dari alur yang hendak dibentuk. Bagian yang menonjol dari button akan membentuk groove laras, sedangkan bagian yang menjorok dari button akan membentuk land laras. Button dibuat dari logam yang telah diperkeras atau dari titanium carbide.
Alat button akan diletakkan di ujung batang pendorong atau penarik yang terbuat dari baja high tensile. Bagian ujung lainnya akan dihubungkan dengan alat hidraulik. Batang penghubung ini bebas berputar sehingga dapat diberikan putaran dengan kecepatan yang konstan sesuai twist rate yang diinginkan. Namun tergantung dengan kemiringan alur button, alat ini sendiri dapat berputar secara pasif. Hal ini dapat dijelaskan sebagai prinsip sekrup yang digunakan untuk melubangi kayu, di mana drat dalam yang terbentuk pada kayu akan sesuai dengan drat luar sekrup. Sifat putaran pasif button yang diciptakan oleh kemiringan alur inilah yang dimanfaatkan oleh pengrajin laras di Cipacing dan sekitarnya untuk menentukan twist rate laras yang dibentuknya. Karena kebanyakan pengrajin laras di Cipacing tidak memiliki peralatan hidraulik untuk mendorong atau menarik button ini. Alih-alih para pengrajin ini menggunakan tempaan godam untuk mendorong button sepanjang silinder. Sehingga twist rate yang dihasilkan tergantung dari sudut kemiringan alur pada button.
Sebelum membentuk alur, permukaan dalam silinder akan dilumuri dengan pelumas. Setiap perusahaan memiliki rahasia racikan pelumas ini masing-masing. Metoda pembentukan logam ini disebut metoda cold forming, karena tidak melibatkan panas (peleburan) namun melibatkan tekanan yang sangat besar. Akibatnya logam akan mengalami stress tekanan dan dapat mempengaruhi permukaan logam secara mikroskopis. Itulah sebabnya untuk penggunaan pada senjata api, laras ini membutuhkan stress relief. Proses stress relief ini melibatkan pemanasan logam pada suhu tinggi (525-550 derajat Celcius) lalu dilanjutkan dengan pendinginan lambat pada suhu ruangan. Proses ini tidak dikerjakan pada laras lokal produksi Cipacing dan sekitarnya karena penggunaannya yang dikhususkan pada senapan angin yang mana senapan angin tidak menghasilkan panas dan tekanan berlebih pada laras.
Diameter button yang digunakan harus sedikit lebih besar dari diameter laras yang dikehendaki. Hal ini dikarenakan sifat elastis dari logam yang akan kembali lagi ke ukuran semula setelah tekanan dihilangkan. Dan apabila proses stress relief juga dikerjakan, ukuran diameter yang dihasilkan akan lebih kecil lagi dari pada yang diharapkan.
Pada metoda ini, materi yang homogen sangat diperlukan. Karena apabila kekerasan materi silinder yang dipergunakan tidak homogen dan permukaannya tidak seragam, maka button akan meluncur lebih cepat/terpeleset/slip pada permukaan yang lebih lunak atau permukaan yang lebih licin.
Hasil yang didapatkan dari metoda ini dikatakan sulit diprediksi. Banyak faktor yang berperan di sini seperti jenis logam yang digunakan, kekerasan, diameter laras, diameter button, kecepatan tarikan/dorongan button, ukuran akhir yang dihasilkan, dan bahkan keahlian si operator mesin atau si penempa button. Kesemuanya itu menghasilkan kualitas laras yang berbeda-beda. Hal inilah yang menyebabkan laras hasil proses ini sering ditawarkan dalam beberapa grade.
Di Cipacing sendiri, pengepul laras ternama akan segera habis memborong laras-laras grade terbaik dan menyisakan grade lainnya untuk kemudian digunakan pada senapan yang dijajakan murah.
Untuk mengerti proses ini dapat disimak pada tautan video di bawah ini:
http://www.youtube.com/watch?v=dN3gy7pO5VQ
Membentuk dari Luar
Hasil laras yang menggunakan metoda ini dikatakan sangat kuat. Ceritanya sebelum PD II, Jerman berhasil menciptakan senapan mesin yang dapat memuntahkan lebih dari 1,200 peluru per menit. Dengan kecepatan dan panas yang begitu hebat, senapan ini membutuhkan penggantian laras yang sangat sering. Akibatnya mereka membutuhkan metoda produksi laras lain yang cepat namun kuat sehingga tidak perlu terlalu sering melakukan penggantian laras. Dari sanalah metoda hammer forged rifling ditemukan. Mesin hammer forged rifling diciptakan pertama kali di Erfurt, Jerman tahun 1939.
Proses ini menggunakan silinder yang lebih pendek 30% dan berdiameter 20% lebih besar dari ukuran yang dikehendaki. Suatu mandrel yang terbuat dari carbide, yang merupakan cetak negatif dari alur, kemudian dimasukkan ke dalam silinder blank. Kemudian palu bertenaga hidraulik memukul-mukul permukaan luar silinder sedikit demi sedikit. Sementara akibat tempaan tersebut, logam silinder mengalami perubahan bentuk untuk kemudian membentuk alur sesuai cetakan mandrel. Silinder bersama mandrel kemudian diputar dan didorong perlahan oleh batang pengarah. Tempaan palu hidraulik ini akan terjadi 1,000 sampai 1,500 kali per menit. Jumlah waktu yang diperlukan untuk membentuk laras relatif singkat, yaitu antara 3 sampai 4 menit.
Laras yang dihasilkan dari proses ini akan berukuran lebih panjang 30% dan lebih sempit. Sebagai hasil tempaan, permukaan luar laras akan berbentuk cekungan-cekungan kecil yang terlihat seperti sisik ular. Permukaan luar ini dapat dirapikan kembali menjadi mulus atau bisa juga dibiarkan saja sebagai penanda proses produksi yang bergengsi ini, tergantung dari produsen laras.
Seperti halnya proses cold forming yang melibatkan banyak tekanan, logam laras akan mengalami stress metal dan mempengaruhi daya tahannya. Oleh karenanya, proses ini membutuhkan stress relief seperti halnya pada proses button rifling.
Keunggulan proses ini adalah keseragaman hasil yang diperoleh dan peningkatan kekerasan logam akibat proses penempaan. Melalui proses ini, produsen juga dapat menciptakan profil laras melalui satu tahap saja. Laras polygon juga dibentuk melalui proses ini.
Tentu saja ada kelemahan dalam metoda ini yaitu: biaya awal yang dibutuhkan untuk mengadakan alat hammer ini. Itulah sebabnya alat ini hanya tersedia pada perusahaan yang besar. Kelemahan yang lain telah disinggung yaitu menimbulkan stress pada logam.
Untuk mengerti bagaimana proses ini berlangsung silahkan simak tautan video di bawah ini:
http://www.youtube.com/watch?v=yCF2Gd_oCMM
Flow Forming Rifling
Metoda pembentukan laras yang satu ini relatif baru dikembangkan. Teknik pembentukan ini ditemukan pertama kali di Swedia tahun 1950. Prinsip yang berlaku pada proses ini adalah sama dengan hammer forged rifling, yaitu tekanan luar yang membuat logam silinder membentuk sesuai cetakan dari mandrel.
Silinder yang digunakan sebagai bahan pembentuk jauh lebih pendek dan tebal dari hasil akhir yang diharapkan. Silinder ini bersama-sama dengan mandrel akan diputar pada mesin bubut CNC (Computer Numerical Control), dan beberapa roller (biasanya berjumlah 3 buah) akan menekan atau mengurut silinder sesuai ukuran yang diinginkan. Karena logam ditekan dengan kekuatan yang melebihi ambang batas plastisitasnya, maka logam mulai "mengalir" menjadi lebih panjang dan tipis. Proses ini dapat dilakukan beberapa kali untuk mencapai dimensi yang dibutuhkan.
Proses ini berlangsung cepat dan menghasilkan banyak panas akibat besarnya tekanan yang diberikan. Untuk itu maka dibutuhkan cairan pendingin selama proses ini berlangsung.
Keunggulan dari metoda ini adalah akurasi bentuk dan ukuran yang sangat tinggi, proses yang cepat, meningkatkan kekerasan materi bahan logam laras, dapat secara langsung membentuk profil laras dan sekaligus memolesnya, lebih sedikit energi yang dibutuhkan karena kekuatan pembentuk hanya diterapkan pada bagian yang sangat kecil, dan beberapa materi keras seperti stainless steel dapat dibentuk juga menggunakan metoda ini (pada metoda hammer forged materi ini sulit untuk dibentuk).
Walaupun biaya pengadaan alat ini cukup mahal, tapi tampaknya masih lebih murah dibandingkan dengan hammer forged. Metoda ini semakin populer dan berkembang aplikasinya di kalangan industri, tidak terbatas pada industri persenjataan. Salah satu perusahaan terkemuka yang mulai memanfaatkan teknologi ini adalah Steyr dari Austria.
Saya kesulitan untuk mendapatkan video proses pembentukan laras menggunakan metoda ini. Mungkin karena metoda ini relatif baru dan masih jarang ditemui. Untuk mengerti proses ini tautan video berikut dapat digunakan juga:
http://www.youtube.com/watch?v=ZAnzRRjKPpc
Laras beralur pada awalnya ditemukan di Ausburg, Jerman pada akhir abad ke-15. Laras beralur baru populer dan menjadi barang umum pada pertengahan abad ke-19. Sebelum kelahiran laras beralur ini, sebuah peluru yang saat itu berbentuk bola dilontarkan melalui laras yang tidak beralur (smoothbore). Penggunaan laras beralur memberi banyak peningkatan terhadap akurasi, terutama pada jarak tembak yang jauh.
 |
| Potongan melintang dan terminologi dalam alur laras. Diambil dari: http://firearmshistory.blogspot.com/2010/05/rifling-terminology.html |
Perhatian! Artikel terdiri dari banyak gambar dan tautan yang akan mempengaruhi kualitas tampilan pada koneksi internet yang buruk.
Berawal dari Sebuah Silinder
Laras sendiri berawal dari sebuah silinder. Silinder yang benar-benar polos bagian dalamnya. Silinder ini dinamakan blank cylinder. Untuk menghasilkan silinder yang benar-benar lurus dan center dibutuhkan peralatan yang cukup mahal. Sebuah batang as harus secara presisi dibor dan biasanya menggunakan suatu alat yang dinamakan deep hole drill atau gun drill. Biasanya lubang yang dihasilkan akan lebih kecil dari pada lubang definitif. Dan untuk menghasilkan lubang yang diperlukan, katakan diameter 4.4 mm atau 4.5 mm, maka lubang yang ada akan diperbesar dengan menggunakan alat yang dinamakan reamer.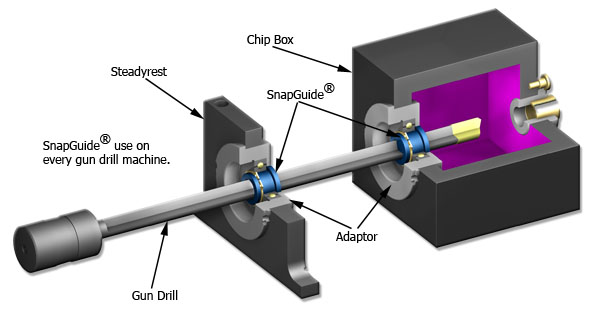 |
| Ilustrasi sebuah gun drill. Diambil dari: http://www.gundrill.com/ |
 |
| Beberapa ukuran mata bor. Diambil dari: http://www.shotendtooling.com/gun.html |
Pada gun drill, bahan yang akan dilubangi (batang as) akan berputar sedangkan mata bornya dalam keadaan diam. Dan pada mata bor sering disertakan dengan saluran yang memompakan minyak bertekanan yang berfungsi untuk memberi pelumasan dan pendinginan pada bagian yang bergesekan.
 |
| Berbagai bentuk reamer. Diambil dari: http://engineeringhut.blogspot.com/2010/11/reamer-and-its-types.html |
Reamer sendiri adalah suatu alat berputar yang digunakan untuk memperbesar dan memperhalus lubang yang telah ada sehingga mendapatkan dimensi yang lebih akurat. Reamer biasanya digunakan dengan mesin bubut.
Pembagian Metoda Pembentukan Laras
Berdasarkan arah sumber kekuatan yang membentuk alur, maka pembentukan alur dapat dibagi menjadi dua. Yaitu:
- Membentuk dari dalam
- Membentuk dari luar
Berikut ini beberapa rangkuman yang saya peroleh dari pencarian saya.
Membentuk dari Dalam
Membentuk dari dalam berarti kekuatan yang digunakan untuk membentuk alur berasal dari permukaan dalam silinder. Beberapa metoda yang dipergunakan untuk membentuk alur dari dalam diterangkan dalam catatan di bawah ini.
Cut Rifling
Sesuai dengan namanya, maka metoda ini menggunakan pisau yang dinamakan hook cutter untuk memotong permukaan dalam silinder. Pisau yang ditempatkan dalam suatu pemegang khusus yang dinamakan cutter box akan berjalan di permukaan dalam laras untuk kemudian memotong dengan secara bertahap di berbagai sudut silinder dan semakin dalam. Proses ini sendiri dikatakan sangat lama dan membutuhkan peralatan yang sangat mahal. Sebuah cutter akan memotong sedalam sekitar 0.002-0.005 mm dalam sekali jalan. Namun keuntungannya hasil yang didapatkan sangat halus, presisi, dan tidak menyebabkan stress pada logam. Diketahui stress pada metal dapat menyebabkan kerusakan dini terutama pada suhu yang tinggi. Namun pada senapan angin di mana tidak terjadi panas akibat pembakaran gas, hal ini tidak menjadi masalah.
 |
| Bentuk sebuah hook cutter. Diambil dari: http://firearmshistory.blogspot.com/2010/05/rifling-manufacturing-cut-rifling.html |
 |
| Hook cutter dipasang ke dalam sebuah cutter box. Pada ujung cutter terdapat baji yang bila didorong akan membuat cutter semakin tinggi dan meningkatkan kedalaman potongan laras. Diambil dari: http://firearmshistory.blogspot.com/2010/05/rifling-manufacturing-cut-rifling.html |
Metoda pembuatan laras ini dikatakan yang paling tua. Pada awalnya proses ini dilakukan secara manual. Namun pada akhir abad ke-19 sampai awal abad ke-20, banyak alat-alat dikembangkan untuk proses ini. Salah satu alat yang legendaris untuk proses ini adalah alat yang dikembangkan oleh perusahaan pembuat pesawat terbang di US, yaitu: Pratt & Whitney; dinamakan Pratt & Whitney Sine Bar Cutter.
Pada alat ini digunakan batang menyilang (sine bar) yang berguna sebagai rel bagi cutter untuk berotasi sesuai twist yang diharapkan. Alat ini walaupun dapat menghasilkan laras berkualitas istimewa, namun membutuhkan waktu yang sangat lama sehingga tidak cocok untuk produksi massal. Lagipula dibutuhkan operator yang sangat berpengalaman untuk mengoprasikan alat ini dan melakukan perawatan seperti membuat pisau hook cutter dan mengganti cutter box-nya. Dikatakan bahwa metoda ini walaupun menghasilkan laras yang sangat akurat, namun ketahanannya kurang baik. Di samping itu, pada akhir proses dihasilkan banyak serpihan logam sehingga proses pemolesan (lapping) sangat diperlukan.
 |
| Pratt & Whitney Sine Bar Cutting. Mesin cut rifling legendaris yang hanya tersisa beberapa unit saja dan terlokalisir di US. Diambil dari: http://firearmshistory.blogspot.com/2010/05/rifling-manufacturing-cut-rifling.html |
Beberapa produsen laras yang terkenal dengan metoda ini seperti Lilja dan Krieger yang keduanya berasal dari US. Sangat jarang menemukan produsen yang menggunakan metoda ini untuk laras kaliber 4.5 mm.
Berbagai video yang dapat disimak untuk memelajari proses ini yaitu:
http://www.youtube.com/watch?v=L_yemjfgkE0
http://www.youtube.com/watch?v=kvnKSfDUCWY
Broach Rifling
Broach rifling bekerja dengan prinsip memotong dan mengikis seperti pada cut rifling. Namun pada broach rifling, mata pisau yang digunakan sangat banyak sehingga dapat memotong lebih cepat dari metoda cut rifling satu titik yang konvensional. Suatu broach adalah suatu alat panjang dengan beberapa elemen pemotong di dalamnya. Pisau pemotong disusun memanjang, di mana bagian ujungnya sedikit lebih kecil dari pada bagian pangkalnya.
Alat ini dapat ditarik maupun didorong sepanjang bagian dalam laras yang hendak dibentuk. Suatu broach akan ditarik/didorong lalu diputar dengan ratio putar tertentu sesuai twist rate yang dikehendaki.
 |
| Skema suatu broach. Diambil dari: http://firearmshistory.blogspot.com/2010/05/rifling-manufacturing-broach-rifling.html |
Metoda ini ditemukan sekitar tahun 1850-an. Saat ini metoda ini masih dianggap kompetitif dengan metoda pembentukan laras modern lainnya dalam menghasilkan laras yang berkualitas baik dalam waktu yang relatif singkat. Laras dapat dibentuk dalam sekali lewat dengan kualitas setara cut rifling.
Alat broach sendiri sebenarnya terdiri dari beberapa keping pemotong yang disekat dalam jarak yang sama dalam suatu batang as. Keping piringan pemotong disusun berurutan di mana bagian ujung sedikit lebih kecil dari pada bagian pangkal. Bagian pangkal berukuran sama dengan diameter groove yang diinginkan. Karena konfigurasinya ini maka alat ini disebut juga sebagai gang-broach.
 |
| Tampilan close-up suatu gang-broach. Tampak permukaan keping piringan pemotong yang sekilas hampir sama namun sebenarnya secara gradual membesar. Diambil dari: http://www.pyramydair.com/blog/2006/10/how-are-barrels-rifled-part-2-button.html |
Kelemahan metoda ini adalah rumitnya pembuatan dan perawatan broach. Lagi pula, suatu broach hanya dapat menghasilkan alur laras yang spesifik pada kaliber yang spesifik. Tidak seperti cut rifling yang dapat secara fleksibel menghasilkan berbagai jumlah alur pada kaliber yang berbeda-beda. Kelemahan yang sama dengan cut rifling pada ketahanan dan banyaknya serpihan logam pengotor juga ditemukan pada metoda ini.
Video yang dapat menjelaskan proses ini dapat disimak di tautan ini:
http://www.youtube.com/watch?v=j0ka827PpcQ
Button Rifling
Metoda pembentukan laras ini merupakan metoda yang paling populer saat ini. Awalnya diperkenalkan pada akhir abad ke-19 dan baru disempurnakan pada perang dunia ke-II sekitar tahun 1940-an. Salah satu pelopor yang berhasil mempopulerkan metoda ini adalah Remington Company. Perusahaan lain yang menggunakan metoda ini adalah Lothar Walther dan Anschutz.
Metoda ini dikatakan cepat menghasilkan alur laras dan mudah dalam perawatan dan pembuatan peralatannya (khususnya komponen utamanya yaitu button). Dikatakan dengan peralatan yang baik, sebuah mesin button rifling dapat menghasilkan alur laras kurang dari satu menit. Bahkan metoda ini banyak digunakan di pengrajin laras senapan di Cipacing dengan berbagai modifikasi, khususnya dengan keterbatasan materi button dan pengadaan peralatan hidraulik.
Pada prinsipnya, alur laras dibentuk dengan metoda ini dengan cara mendorong atau menarik button dalam permukaan dalam silinder. Button sendiri bertindak sebagai cetak negatif dari alur yang hendak dibentuk. Bagian yang menonjol dari button akan membentuk groove laras, sedangkan bagian yang menjorok dari button akan membentuk land laras. Button dibuat dari logam yang telah diperkeras atau dari titanium carbide.
 |
| Bentuk sebuah button. Diambil dari: http://www.pyramydair.com/blog/2006/10/how-are-barrels-rifled-part-2-button.html |
Alat button akan diletakkan di ujung batang pendorong atau penarik yang terbuat dari baja high tensile. Bagian ujung lainnya akan dihubungkan dengan alat hidraulik. Batang penghubung ini bebas berputar sehingga dapat diberikan putaran dengan kecepatan yang konstan sesuai twist rate yang diinginkan. Namun tergantung dengan kemiringan alur button, alat ini sendiri dapat berputar secara pasif. Hal ini dapat dijelaskan sebagai prinsip sekrup yang digunakan untuk melubangi kayu, di mana drat dalam yang terbentuk pada kayu akan sesuai dengan drat luar sekrup. Sifat putaran pasif button yang diciptakan oleh kemiringan alur inilah yang dimanfaatkan oleh pengrajin laras di Cipacing dan sekitarnya untuk menentukan twist rate laras yang dibentuknya. Karena kebanyakan pengrajin laras di Cipacing tidak memiliki peralatan hidraulik untuk mendorong atau menarik button ini. Alih-alih para pengrajin ini menggunakan tempaan godam untuk mendorong button sepanjang silinder. Sehingga twist rate yang dihasilkan tergantung dari sudut kemiringan alur pada button.
 |
| Mesin hidraulik yang digunakan untuk menarik button pada silinder blank secara horisontal. Dikenal juga beberapa mazhab lain yang mempergunakan tarikan secara vertikal bahkan juga dorongan. Diambil dari: http://firearmshistory.blogspot.com/2010/05/rifling-manufacturing-button-rifling.html |
Sebelum membentuk alur, permukaan dalam silinder akan dilumuri dengan pelumas. Setiap perusahaan memiliki rahasia racikan pelumas ini masing-masing. Metoda pembentukan logam ini disebut metoda cold forming, karena tidak melibatkan panas (peleburan) namun melibatkan tekanan yang sangat besar. Akibatnya logam akan mengalami stress tekanan dan dapat mempengaruhi permukaan logam secara mikroskopis. Itulah sebabnya untuk penggunaan pada senjata api, laras ini membutuhkan stress relief. Proses stress relief ini melibatkan pemanasan logam pada suhu tinggi (525-550 derajat Celcius) lalu dilanjutkan dengan pendinginan lambat pada suhu ruangan. Proses ini tidak dikerjakan pada laras lokal produksi Cipacing dan sekitarnya karena penggunaannya yang dikhususkan pada senapan angin yang mana senapan angin tidak menghasilkan panas dan tekanan berlebih pada laras.
Diameter button yang digunakan harus sedikit lebih besar dari diameter laras yang dikehendaki. Hal ini dikarenakan sifat elastis dari logam yang akan kembali lagi ke ukuran semula setelah tekanan dihilangkan. Dan apabila proses stress relief juga dikerjakan, ukuran diameter yang dihasilkan akan lebih kecil lagi dari pada yang diharapkan.
Pada metoda ini, materi yang homogen sangat diperlukan. Karena apabila kekerasan materi silinder yang dipergunakan tidak homogen dan permukaannya tidak seragam, maka button akan meluncur lebih cepat/terpeleset/slip pada permukaan yang lebih lunak atau permukaan yang lebih licin.
Hasil yang didapatkan dari metoda ini dikatakan sulit diprediksi. Banyak faktor yang berperan di sini seperti jenis logam yang digunakan, kekerasan, diameter laras, diameter button, kecepatan tarikan/dorongan button, ukuran akhir yang dihasilkan, dan bahkan keahlian si operator mesin atau si penempa button. Kesemuanya itu menghasilkan kualitas laras yang berbeda-beda. Hal inilah yang menyebabkan laras hasil proses ini sering ditawarkan dalam beberapa grade.
Di Cipacing sendiri, pengepul laras ternama akan segera habis memborong laras-laras grade terbaik dan menyisakan grade lainnya untuk kemudian digunakan pada senapan yang dijajakan murah.
Untuk mengerti proses ini dapat disimak pada tautan video di bawah ini:
http://www.youtube.com/watch?v=dN3gy7pO5VQ
Membentuk dari Luar
Selain membentuk dari dalam, pembentukan alur laras dapat dilakukan juga dari luar permukaan silinder. Kekuatan yang diberikan dari luar silinder memaksa permukaan dalam silinder mengikuti cetakan alur yang berada sepanjang silinder. Cetakan ini disebut sebagai mandrel. Sebagian metoda yang saya temukan dirangkum seperti di bawah ini.
Hammer Forged Rifling
Metoda pembentukan laras ini dikembangkan pada perang dunia ke-II. Waktu itu metoda pembentukan alur ini dikembangkan di Jerman pada tahun 1939. Metoda ini lalu menyebar ke daratan Eropa dan saat ini beberapa perusahaan masih mempergunakannya seperti BSA, Steyr, dan Feinwerkbau.Hammer Forged Rifling
Hasil laras yang menggunakan metoda ini dikatakan sangat kuat. Ceritanya sebelum PD II, Jerman berhasil menciptakan senapan mesin yang dapat memuntahkan lebih dari 1,200 peluru per menit. Dengan kecepatan dan panas yang begitu hebat, senapan ini membutuhkan penggantian laras yang sangat sering. Akibatnya mereka membutuhkan metoda produksi laras lain yang cepat namun kuat sehingga tidak perlu terlalu sering melakukan penggantian laras. Dari sanalah metoda hammer forged rifling ditemukan. Mesin hammer forged rifling diciptakan pertama kali di Erfurt, Jerman tahun 1939.
Proses ini menggunakan silinder yang lebih pendek 30% dan berdiameter 20% lebih besar dari ukuran yang dikehendaki. Suatu mandrel yang terbuat dari carbide, yang merupakan cetak negatif dari alur, kemudian dimasukkan ke dalam silinder blank. Kemudian palu bertenaga hidraulik memukul-mukul permukaan luar silinder sedikit demi sedikit. Sementara akibat tempaan tersebut, logam silinder mengalami perubahan bentuk untuk kemudian membentuk alur sesuai cetakan mandrel. Silinder bersama mandrel kemudian diputar dan didorong perlahan oleh batang pengarah. Tempaan palu hidraulik ini akan terjadi 1,000 sampai 1,500 kali per menit. Jumlah waktu yang diperlukan untuk membentuk laras relatif singkat, yaitu antara 3 sampai 4 menit.
 |
| Bentuk suatu mandrel. diambil dari: http://firearmshistory.blogspot.com/2010/05/rifling-manufacturing-hammer-forged.html |
 |
| Ilustrasi alat hammer forged rifling. Diambil dari: http://firearmshistory.blogspot.com/2010/05/rifling-manufacturing-hammer-forged.html |
 |
| Ilustrasi proses hammer forged rifling di mana secara bertahap palu akan membentuk silinder manjadi lebih panjang dan sempit sesuai cetakan mandrel. Diambil dari: http://firearmshistory.blogspot.com/2010/05/rifling-manufacturing-hammer-forged.html |
Laras yang dihasilkan dari proses ini akan berukuran lebih panjang 30% dan lebih sempit. Sebagai hasil tempaan, permukaan luar laras akan berbentuk cekungan-cekungan kecil yang terlihat seperti sisik ular. Permukaan luar ini dapat dirapikan kembali menjadi mulus atau bisa juga dibiarkan saja sebagai penanda proses produksi yang bergengsi ini, tergantung dari produsen laras.
 |
| Sebuah laras yang dihasilkan dari proses hammer forged rifling. Senapan ini adalah Steyr SSG 69. Diambil dari: http://www.thetruthaboutguns.com/2012/11/joe-grine/gun-review-steyr-ssg-69-pii-k-rifle/ |
Seperti halnya proses cold forming yang melibatkan banyak tekanan, logam laras akan mengalami stress metal dan mempengaruhi daya tahannya. Oleh karenanya, proses ini membutuhkan stress relief seperti halnya pada proses button rifling.
Keunggulan proses ini adalah keseragaman hasil yang diperoleh dan peningkatan kekerasan logam akibat proses penempaan. Melalui proses ini, produsen juga dapat menciptakan profil laras melalui satu tahap saja. Laras polygon juga dibentuk melalui proses ini.
Tentu saja ada kelemahan dalam metoda ini yaitu: biaya awal yang dibutuhkan untuk mengadakan alat hammer ini. Itulah sebabnya alat ini hanya tersedia pada perusahaan yang besar. Kelemahan yang lain telah disinggung yaitu menimbulkan stress pada logam.
Untuk mengerti bagaimana proses ini berlangsung silahkan simak tautan video di bawah ini:
http://www.youtube.com/watch?v=yCF2Gd_oCMM
Flow Forming Rifling
Metoda pembentukan laras yang satu ini relatif baru dikembangkan. Teknik pembentukan ini ditemukan pertama kali di Swedia tahun 1950. Prinsip yang berlaku pada proses ini adalah sama dengan hammer forged rifling, yaitu tekanan luar yang membuat logam silinder membentuk sesuai cetakan dari mandrel.
Silinder yang digunakan sebagai bahan pembentuk jauh lebih pendek dan tebal dari hasil akhir yang diharapkan. Silinder ini bersama-sama dengan mandrel akan diputar pada mesin bubut CNC (Computer Numerical Control), dan beberapa roller (biasanya berjumlah 3 buah) akan menekan atau mengurut silinder sesuai ukuran yang diinginkan. Karena logam ditekan dengan kekuatan yang melebihi ambang batas plastisitasnya, maka logam mulai "mengalir" menjadi lebih panjang dan tipis. Proses ini dapat dilakukan beberapa kali untuk mencapai dimensi yang dibutuhkan.
 |
| Ilustrasi proses flow forming rifling. Pada awal proses blank cylinder akan berbentuk tebal dan pendek. Diambil dari: http://firearmshistory.blogspot.com/2010/05/rifling-manufacturing-flow-forming.html |
 |
| Ilustrasi pada akhir proses di mana bahan akan menjadi lebih panjang dan tipis. Diambil dari: http://www.firearmsid.com/Feature%20Articles/FlowForming/riflingbyflowforming.htm |
Proses ini berlangsung cepat dan menghasilkan banyak panas akibat besarnya tekanan yang diberikan. Untuk itu maka dibutuhkan cairan pendingin selama proses ini berlangsung.
Keunggulan dari metoda ini adalah akurasi bentuk dan ukuran yang sangat tinggi, proses yang cepat, meningkatkan kekerasan materi bahan logam laras, dapat secara langsung membentuk profil laras dan sekaligus memolesnya, lebih sedikit energi yang dibutuhkan karena kekuatan pembentuk hanya diterapkan pada bagian yang sangat kecil, dan beberapa materi keras seperti stainless steel dapat dibentuk juga menggunakan metoda ini (pada metoda hammer forged materi ini sulit untuk dibentuk).
Walaupun biaya pengadaan alat ini cukup mahal, tapi tampaknya masih lebih murah dibandingkan dengan hammer forged. Metoda ini semakin populer dan berkembang aplikasinya di kalangan industri, tidak terbatas pada industri persenjataan. Salah satu perusahaan terkemuka yang mulai memanfaatkan teknologi ini adalah Steyr dari Austria.
Saya kesulitan untuk mendapatkan video proses pembentukan laras menggunakan metoda ini. Mungkin karena metoda ini relatif baru dan masih jarang ditemui. Untuk mengerti proses ini tautan video berikut dapat digunakan juga:
http://www.youtube.com/watch?v=ZAnzRRjKPpc
***
Sekian rangkuman pembelajaran saya mengenai pembentukan alur laras. Semoga berguna. Terbuka untuk masukan dan pertanyaan.
6 komentar :
Apa yg membuat laras tahan awet hingga puluhan tahun.. Wa saya 0812.6597.5777
Apa yg membuat laras tahan awet hingga puluhan tahun.. Wa saya 0812.6597.5777
Teknologi pembuatan alur laras di dalam negeri masih dengan cara membentuk dari dalam. Bahan baku nya dari besi seamless. Wajar sih karena pabrik sekelas pindad pun belum menguasai teknologi cold hammer forging untuk membuat laras. Sehingga pindad harus mengimpor laras untuk mendapatkan laras yang bagus.
Minta pencerahan nya lurr kalo mau beli laras senapan yg menyediakan dimana ya
W.a 0852 3931 5753
Maaf sebelumnya,saya ingin bertanya,sy membeli senapan dengan panjang laras 60cm,dengan alur 12.yg saya ingin tanyakan jika saya memotong laras bawaan senapan saya menjadi 40cm kira kira akan merubah akurasi senapan sy tidak??? Terima kasih.
Posting Komentar